5 Expert Plastic Welding Techniques and How to Master Them


From solvent welding to hot gas welding, every technique has its unique applications and requires specific skills to execute flawlessly. Below, we explore five expert plastic welding techniques and how to master them.
1. Hot Gas Welding
Hot gas welding, also known as heat welding or hot air welding, utilizes a stream of heated air to soften the plastic material and create a bond. This technique is commonly used for thermoplastic materials like polyvinyl chloride (PVC), acrylonitrile butadiene styrene (ABS), polyethylene (PE), etc. To master hot gas welding, it's essential to maintain precise control over temperature, airflow, and welding speed.Welding Parameters
The main welding parameters are temperature, pressure, and welding speed. To ensure that a weld is successful, the technician must have a strong understanding of these parameters so they can be applied correctly during welding.- Temperature: The welding temperature is controlled by calibrating the hot air tool to the desired temperature setting. The temperature setting will vary depending on the type of plastic being welded. For example, the temperature range for PVC plastic membrane can be determined by looking up the correct specifications using established industry standard technical codes for joining plastics. Always consult the manufacturer specifications or material safety data sheets for the plastic material, as well.
- Pressure: Hot gas welding applications, such as overlap welding, use pressure to form a weld. For example, an overlap weld is performed with a lightweight handheld hot air tool or automatic welding machine. Specially designed flat wide slot nozzles are used to apply a flow of hot air between two layers of thermoplastic material, while a specially designed handheld seam roller and/or roller system is used to press the two layers of material together.
- Welding Speed: The welding speed is the amount of distance or travel the hot air tool is moving within a given time frame (feet/min., meters/min., etc.). For example, the faster the desired welding speed, the higher the temperature setting you will need to weld a consistent and uniform welded seam.
Surface Preparation
- Plastic Materials Storage: Thermoplastic materials used in welding applications should be stored away from direct sunlight. Ultraviolet radiation can photodegrade some plastic polymers, which can damage physical properties of the material.
- Welding Compatible Thermoplastic Materials: When selecting the welding materials, check that the welding rod, flexible membranes, or substrate materials are the same type of plastic polymer (HDPE, LDPE, PP, PVC, etc.).
- Cleaning & Surface Preparation: Clean the surface of the materials to be welded. Remove dirt, debris, and other contaminants from the area using alcohol or mild soapy water, and thoroughly dry the surface.
- Surface Contamination Removal: Thermoplastic materials can develop a thin layer of surface oxidation, which can result in inconsistent and faulty welded joints. Before welding, remove the oxidized layer with a beveler scraper tool. If the prepared surface is not welded the same day, repeat the oxidation removal process again to ensure the surface is free of contamination.
Types of Hot Gas Welds
There are three welding techniques typically used for the hot gas welding method. They include speed welding, overlap welding, and pendulum (freestyle) welding. Each technique is unique and can be used in a variety of applications and industries.
Speed Welding
The speed welding technique uses a lightweight handheld hot air tool with specially designed speed welding tips or nozzles to soften-melt thermoplastic substrates (rigid plastic sheets/boards, Schedule 40 & 80 pipes, etc.). The welding rod, also known as the filler rod, will fill the seam with melted plastic during the welding process.
After the hot air tool has reached the desired temperature, insert the welding rod into the speed welding nozzle. While inserting the welding rod, apply slight downward pressure to feed the welding rod through the speed welding nozzle. The welding rod and plastic substrates are then softened-melted by the tool’s hot air flow. A molecular bond forms when the welding rod and plastic substrates begin to cool.
The hot air speed welding technique is often used to fabricate thermoplastic parts, fixtures, and assemblies for vehicles (aircraft, automotive, watercraft), hydro and chemical containment systems, and schedule 40/80 plumbing systems, as well as home and office furniture and décor.
Overlap Welding
As mentioned above, the overlap welding technique uses a lightweight handheld hot air tool or an automatic welding machine with specially designed flat wide slot nozzles to soften-melt two separate layers of coated thermoplastic membranes (sheets). The nozzle is placed between the two flexible membranes or substrates, simultaneously heating both layers.
Holding the hot air tool in one hand and a specially designed seam roller in the other, the technician will heat both layers of membrane while moving the hot air tool along the outer edges of the membranes. Both heated layers are then pressed together with the roller to form a welded seam.
Depending on the size of the job, a smaller hot air hand tool may not be feasible. For larger banners, tarps, and awnings, an automatic welding machine such as the Forsthoff P2 Overlap Welding Machine may be a better fit. The overlap welding technique is often used in automotive, billboarding, civil engineering, construction, roofing, and signage applications.
Pendulum Welding
The pendulum welding technique, also known as free style welding, uses a lightweight handheld hot air tool that can be fitted with a 5-mm Diameter Tubular/Adapter Nozzle or 5-mm Diameter Extended Tubular Nozzle. This technique is used to weld shorter seams or to complete welded seams in difficult hard-to-reach areas.
Named for the back-and-forth motion required to complete this weld, pendulum welds typically take a longer time to complete than other types of welds, such as speed or extrusion welds. This is because the welding rod is not inserted into hot welding tips or fed through a heated chamber. Instead, the welding rod is held vertically by hand with reference to the horizontal welding surface.
A hot air stream produced by a handheld welding tool is directed through the 5-mm diameter tubular nozzle and is applied directly to both the welding rod and the plastic. A welding bead is created by laying the softened-melted welding rod along the weld seam while softening-melting the plastic substrates. Once the welding rod and plastic substrates begin to cool, a molecular bond is created, and the welded seam is complete.
Hot gas welding techniques are commonly used to fabricate thermoplastic parts, fixtures, and assemblies for vehicles (aircraft, automotive, watercraft), hydro and chemical containment, civil engineering and construction, Schedule 40 and 80 plumbing systems, flooring, and home and office décor.
Practice adjusting these parameters on scrap pieces of plastic materials until you achieve consistent and strong welds.
>>Related read: 10 Plastic Welding Accessories That Can Instantly Improve Your Efficiency
2. Ultrasonic Welding
Ultrasonic welding employs high-frequency ultrasonic vibrations to generate heat and melt the plastic at the joint interface. It is an economical and easily automated welding technique in which high-frequency energy generates heat and welds plastic parts together.
Ultrasonic Welding Process Advantages
The welded parts are held together under pressure while ultrasonic vibrations are applied to the joint area. The friction generated by the vibrations creates heat, which melts and fuses the plastic materials. Ultrasonic welding offers rapid and precise joining and requires specialized equipment, including an ultrasonic welding machine equipped with a horn or sonotrode, as well as fixtures and clamps to hold the plastic parts while welding them together.
There are advantages to using the ultrasonic welding technique. These include low energy usage, repeatability, and reliability. However, some potential hurdles should be considered when determining if this welding method is ideally suited for your application. These include recognizing budget and process limitations such as machinery, tooling, fixture selection, and cost.
Ultrasonic Welding Process Troubleshooting & Solutions
Although ultrasonic welding offers many advantages, it is an extremely delicate process that can result in inconsistent process results. Fortunately, most process-related issues are simple to troubleshoot and correct. For starters, it is key to understand the causes of inconsistent weld performance and how to produce a finished assembly that meets your specifications for strength requirements, sealing requirements, and dimensional tolerances. Inconsistent welds fail to meet one or more of these criteria.
The following process problems can be easily corrected.
- The energy being applied to parts may be inadequate, resulting in an inconsistent weld.
- The amount of time that energy is applied is incorrect. The correct amount of energy must be applied to the parts for a specific amount of time to achieve satisfactory welding results. If the amount of time the energy is applied to the parts is too short, an “under-weld” condition will result. If the amount of time the energy is applied to the part is too long, then an “over-weld” condition will result. Both conditions can be corrected by incrementally increasing or decreasing the amount of energy and the time it is applied to the parts.
- Too much energy can be absorbed into the surrounding parts fixture, resulting in inconsistent welds. Using fixture materials with a lower absorption rate will help ensure that the correct amount of energy is being applied to the parts being welded. Consult the machine manufacturer specifications for fixture materials with a lower absorption rate (aluminum, steel, etc.).
- Excessive moisture can contaminate the welded seam. Ensure the parts being welded are dry and free of moisture.
- Parts that are incorrectly positioned in the fixture can result in inconsistent welding performance.
- Equipment operated at a lower frequency can, in some cases, cause damage to sensitive electrical components due to vibration. Since more vibration is present at lower frequencies, it may be necessary to use a higher frequency to reduce the amount of vibration.
Consistent welds can be achieved by implementing step-by-step problem-solving exercises. Using the machine and part manufacturer recommendations, adjustment of frequency amplitude, speed of the horn or sonotrode, gauge pressure, trigger force, part position, etc., are essential to achieve consistent and repeatable weld results. Understanding how these adjustments work together is key in troubleshooting process-related issues.
Ultrasonic welding is often used for joining small or delicate plastic components, such as electrical parts or toys. It is also widely used in the manufacture of appliances, automotive, and medical device components, as well as a variety of enclosed assemblies and subassemblies in a variety of industries.
To excel in ultrasonic welding, focus on optimizing the design of joints for efficient energy transfer and ensuring proper alignment of parts during welding. Use a durable and reliable tool like the Sonics X-Press Model XPE & XPT 1200 & 2200 Ultrasonic Welding Machine.
>>Related read: A Beginner's Guide to Plastic Welding with Hot Air Hand Tools
3. Friction Welding
Friction welding, also known as spin welding or vibration welding, involves rubbing two plastic parts together to generate heat and create a bond at the interface. This technique is suitable for joining similar and dissimilar thermoplastics with similar melting points.
Linear
Linear friction welding, also known as vibration friction welding, is a process of moving a single plastic part or substrate in a linear reciprocating motion across the face of another plastic part or substrate stationary component. The principle behind this method is that the parts to be joined are brought into contact with one another. Pressure is applied to the parts before the welding operation so that the joint areas can be welded together.
Rotational
This technique uses a rotary friction welding process, in which the axis of a rotating part or component is symmetrical. For example, a tube with a uniform diameter can be rotated to create heat when pressure is exerted onto a stationary part or component that can have the same or different dimensions. There are three main types of rotary friction welding: inertia, direct drive, and hybrid friction welding.
- Inertia Friction: Inertia friction welding is a welding technique that joins two materials through the application of rotational motion and pressure. In this process, one component is rotated while the other remains stationary, and pressure is applied to create friction between the two surfaces. This friction generates heat, causing the materials to soften and fuse together at their interface. The rotational motion and pressure are then halted, allowing the welded joint to solidify. This method is particularly effective for joining materials with differing compositions or thicknesses and is often used in industries such as automotive, aerospace, and manufacturing.
- Direct Drive Friction: Direct drive friction welding is a welding process that involves joining two materials through a rotational motion and pressure without the need for additional mechanisms such as an inertia flywheel. In this technique, one component is rotated at high speed while the other remains stationary, and pressure is applied to create friction between the surfaces. This friction generates heat, softening the materials at their interface and facilitating their fusion. Direct drive rotary friction welding offers advantages such as precise control over the welding process and reduced energy consumption compared to other methods. It is commonly used in various industries, including automotive, aerospace, and manufacturing, for joining components made of similar or dissimilar materials.
- Hybrid Friction: Hybrid rotary friction welding is a welding process that combines the principles of both direct drive rotary friction welding and inertia rotary friction welding. In this technique, rotational motion and pressure are applied to join two materials, similar to direct drive rotary friction welding. However, hybrid rotary friction welding also incorporates the use of an inertia flywheel or other energy storage mechanism to supplement the rotational energy applied to the materials. This combination allows for greater flexibility and control over the welding process, as well as the ability to weld a wider range of materials and components. Hybrid rotary friction welding is commonly used in industries where precise control over the welding process and the ability to join dissimilar materials are essential, such as aerospace, automotive, and manufacturing.
Orbital
Orbital welding, used for thermoplastic part assembly, involves the motion of each point on the surface orbiting around a distinct location on the stationary part's face. The rotational speed of the orbit remains constant, ensuring uniformity across all points on the joint surface. This motion is stopped after sufficient material is melted, and the thermoplastic then solidifies to form a weld.
Angular
Angular friction welding is designed to allow circular components to be welded in a vibration mode. During the welding process, the components undergo reciprocal rubbing motion within a small angular range (usually 2° to 5°), generating a vibrational arc motion at their interfaces.
Stir Welding
Friction stir welding (FSW) involves joining two facing workpieces using a non-consumable tool in a solid-state process, avoiding the melting of the workpiece material. Friction between the rotating tool and the workpiece material produce heat, which softens the region near the FSW tool.
Friction welding processes are commonly used to fabricate parts and components for the aerospace, aircraft, automotive, marine, nuclear, and utilities industries.
To master friction welding, pay attention to the pressure applied during welding and the rotational speed of the parts. Experiment with different materials to understand their influence on weld strength and quality.
>>Related read: How to Execute the 4 Most Common Types of Plastic Welds
4. Solvent Welding
Solvent welding relies on chemical solvents to soften and fuse plastic materials together. This technique is commonly used for bonding acrylics and other solvent-sensitive plastics. The solvent is applied to the joint area, causing the plastic to dissolve and form a bond as it evaporates. Solvent welding requires compatible plastics and careful application of the solvent. While solvent welding is a relatively simple and inexpensive technique, making consistently good solvent-welded joints requires a clear understanding of several key concepts and process steps.
Compatibility
The first and most important consideration in choosing a solvent is whether or not it is compatible with the polymers being joined together. When using noncompatible polymers and solvents, the polymer chain movement within the dissolved polymers will be compromised, creating a weak weld.
Although using the same polymers is the most common method for bonding, certain methods are used for bonding dissimilar polymers. For example, ABS and acrylic can be successfully bonded using a methyl ethyl ketone solvent. To achieve the best bonding results for your plastic materials, research the manufacturer bonding specifications and recommendations for your application.
Common Solvents
The most common solvents used in solvent bonding in both pure and combined forms include:
- Methyl ethyl ketone (MEK)
- Cyclohexanone (CH2)5CO
- Methylene chloride (CH2Cl2)
- Tetrahydrofuran (THF)
- Ethyl acetate (EtOAc)
Solvent Solutions
Solvents can be applied as 100 percent solvent or by diluting the solvent with an additive. For example, technicians can change the evaporation rate or viscosity of the solvent solution by creating a solvent slurry using the pure solvent and up to 25 percent of the plastic being welded. This will make the solvent easier to use, especially when filling areas or openings between the parts being welded. The technician can also combine the primary solvent with compatible solvents, which will produce an optimized formula for a specific combination of materials and/or parts.
Preparation
After the molding process, the surfaces to be bonded typically have some residual contamination. Reducing contamination increases the surface activation of the material and makes it easier to bond. Cleaning the surfaces with isopropyl alcohol is a simple way to reduce contamination. A more advanced technique involves increasing surface energy through plasma treatment. This method bombards the part surfaces with gas ions and corona treatment, which can improve adhesive strength by exposing the parts to an electrical discharge.
Application
When applying the solvent, cover the entire joint and immediately remove excess solvent. Leaving excess solvent can affect the integrity of the bond and/or cause joint discoloration. After applying the solvent, the parts should be assembled while the surfaces are still fluid and wet.
Curing & Ventilation
It is important to allow solvents to completely evaporate from the materials. To avoid stress cracks, remember that complete evaporation of the solvent can take at least 24 hours.
Proper aeration and venting throughout the curing period (annealing process) must be provided to allow solvents to completely evaporate from the materials. Be sure to not touch the joints until the bonds have cured enough.
Annealing of plastic components can also be done before assembly and welding, which will help reduce the development of stress cracking. The batch annealing process can be completed using the Forsthoff Type 7500 Process Air Heater or the IHS Type 10000 Air Heater. The infrared annealing process can be completed using the Tempco RPM or the Tempco RPB Infrared Panel Heaters.
These are some of the polymers (amorphous materials) that are susceptible to stress cracking:
- Polymethyl methacrylate (PMMA / Acrylic)
- Polystyrene (PS)
- Polycarbonate (PC)
- Polyvinyl chloride (PVC)
- Acrylonitrile butadiene styrene (ABS)
- Polyetherimide (PEI)
The risks associated with stress cracking can be minimized by careful selection and formulation of the solvent. Using appropriate surface preparation in the fabrication process will also help minimize the possibility of stress cracking. Again, it is important to research the manufacturer bonding specifications and recommendations for your plastic material.
Process Tips
- Clean the surfaces with isopropyl alcohol to reduce residual contamination.
- Solvent can become trapped in the welded joint and compromise the integrity of the welded joint. Avoiding applying an excessive amount of solvent can eliminate this problem.
- Adhere to extended drying time requirements for curing.
- Provide adequate ventilation during the welding (bonding) and curing process to allow the safe evaporation of the solvent vapors.
The solvent welding technique is often used in the manufacture of microchip components, medical devices, potable and sanitary plumbing systems, etc.
To excel in solvent welding, choose the appropriate solvent for the materials being joined and ensure proper surface preparation for maximum adhesion. This includes clearing the surface area of any debris. Practice applying the solvent evenly and mastering the timing of assembly to achieve strong and durable bonds.
>>Related read: 10 Tips for Successfully Welding Plastics
5. Extrusion Welding
Extrusion welding involves melting a thermoplastic welding rod with a heated extrusion gun and depositing the molten material onto the joint to form a bond. This technique is ideal for welding large plastic components and creating strong continuous seams. Thermoplastc extrusion is used in hot gas handheld welding applications, as well as larger industrial production applications. It uses a hot air tool with specially designed welding shoes. Like hot gas speed welding, a heated flow of hot air is generated by the extrusion unit. However, unlike hot gas speed welding, the extruder is designed to automatically pull the welding rod into a heated chamber by use of a screw or worm gear, which in turn pushes the softened-melted welding rod through a welding shoe. Hot air is also generated through an external (preheat) airflow nozzle, which softens-melts the plastic substrates that are to be welded together.
For handheld welding applications, the extruder is manually moved along the substrate welding seam. For industrial production applications, the extruder is mounted on a stationary fixture, and the substrate welding seam is welded through an automated process. For both applications, the welded seam is completed when the welded seam has cooled and a molecular bond is then formed.
Types of Extrusion Welds
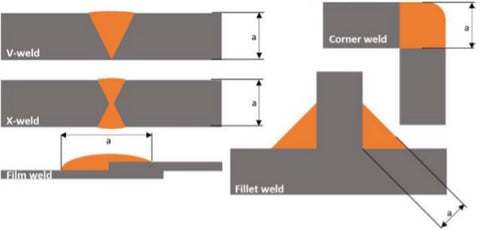
Like hot air speed welding, the most common types of welded seams are the V-welds, X-welds, corner welds, fillet welds, and film or overlap welds. However, unlike hot air speed welding, the welded seams are fabricated with specially designed V-seam, X-seam, corner seam, and overlap seam welding shoes. These welding shoes are also available in various shapes and sizes to accommodate different shapes and thicknesses of welding rods and plastic substrates (sheets).
This hot gas extrusion welding technique is also used to fabricate thermoplastic parts, fixtures, and assemblies for vehicles (aircraft, automotive, watercraft), hydro and chemical containment systems, civil engineering (bridge and tunnel construction and landfill), Schedule 40 and 80 plumbing systems, and manufacturing (food and beverage and medical and pharmaceutical) industries, as well.
To master extrusion welding, focus on maintaining a consistent welding speed and controlling the flow of molten material. Practice proper bead formation to ensure watertight and structurally sound welds.
Additionally, use versatile tools, such as the Ritmo Stargun Uno Handheld Extruder, HSK 10DE Mini Handheld Extrusion Welder, or Munsch M2-ECO-F, M3-ECO-F, & M5-ECO-F Series Handheld Extrusion Welders, to ensure proper temperature levels and consistency.
In addition to practicing these techniques individually, consider experimenting with combinations of techniques to address specific welding challenges. Stay informed of advancements in plastic welding technology and equipment and seek opportunities for further training and education to enhance your skills. By mastering these expert plastic welding techniques, you'll be well-equipped to tackle a wide range of welding projects with confidence and precision.
>>Related read: The 5 Most Common Types of Plastic Welding Joints
Advance Your Plastic Welding Techniques Today
Mastering plastic welding techniques requires patience, practice, and a deep understanding of the materials and processes involved. By honing your skills across each technique, you'll learn to tackle various welding challenges with confidence and precision. Stay curious, keep practicing, and don't hesitate to seek guidance from experienced welders or resources like IHS available online and offline.
Need help? Contact us today for the tips and tools you need to consistently produce high-quality welds that stand the test of time.

- Robert Heater




